欢迎访问博鱼APP官网官网
电话:18211989888 | 在线留言


大型金刚石压机结构型式选择及参数的研究
博鱼APP官网:
2019-07-19 17:28
来源:
公司内部
摘要 通过对大型金刚石油压机结构型式的比较及影响压机性能的主要参数的研究 ,指出合理选择压机的主参数及结构型式,对提高金刚石设备及模具使用寿命、降低金刚石 生产成本具有重要意义。
关键词 金刚石压机 结构 参数 选择
Selection and data study on structure of large press for producing diamond
Guo Songqing
Abstract:By comparing structures of large oil presses for producing diamond and researc hing on main data that effect to presses,point out rational selection of main da ta and structure of presses possess significance for improving service life of press and dies, and reducing production costs.
Key Words:press for producing diamond,structure,da ta,selection
我国人造金刚石生产已有30余年历史,合成人造金刚石的工艺逐渐走向成熟。改革开放以来,金刚石市场需求量逐年提高,特别是高档、优质、高强度、粗颗粒的人造金刚石需求量每年以10%速度增长。而我国目前只能生产低档次的金刚石,每年还花大量外汇从国外进口。其原因之一是我国还没有与先进工艺相适应的大型金刚石设备,严重影响了金刚石的生产和发展。因此,尽快为金刚石工业提供与工艺相适应的大型金刚石设备是当务之急。
本文重点探讨大型金刚石油压机结构型式的选择及对影响压机性能的主要参数的研究。
1 金刚石油压机结构型式的选择
金刚石油压机的机型选择直接影响人造金刚石的质量、产量及其成本。目前,我国大部分生产厂家仍然是以六面顶式压机为主进行金刚石生产。这种压机吨位低、高压腔容积小、控制精度差及工艺水平落后,使产品品种少。其原因是六面顶式压机不能适应先进的金刚石合成工艺要求。目前,如美国、德国、日本、瑞典等先进国家早就不用这种六面顶式压机,而改用两面顶式油压机并采用新工艺来生产人造金刚石。
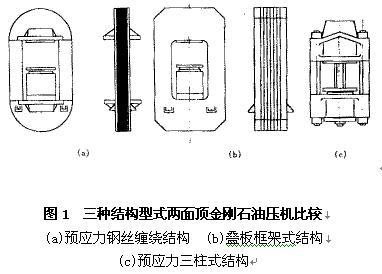
从结构上看,两面顶式金刚石油压机主要有预应力钢丝缠绕式、预应力三柱式、叠板框架式,这三种型式各有其特点。因为金刚石合成生产中,为了提高模具使用寿命,降低金刚石生产成本,对所用压机的刚度指标有严格的要求。压机的结构型式不同,所表现的刚性也不同。因此,压机选型时应该按照所需压机的吨位大小来确定。另一方面,还要考虑压机制造中的难度。同吨位的压机,有的型式比较难于制造,设备成本也大。同时,还要考虑压机在合成金刚石过程中,压机工作台面在集中载荷作用下的变形状态对模具的影响程度。为此,我们对三种结构型式的压机(图1)作一比较,以便选出适合金刚石生产的机型。
(1)钢丝缠绕式结构
这种压机的机架是用多层钢丝把两个半圆梁和两个立柱在一定的预紧力下缠绕成一个整体。其特点是在工作载荷下立柱仍承受压应力,半圆梁则处于近似二向应力状态。此时钢丝层的应力波动量与平均应力相比是很小的。所以,该结构重量轻,体积小,承受能力大,抗疲劳寿命高。但需要专用的缠绕设备,加工工艺性差,设备的综合成本较高。在工作载荷下半圆梁和机架要产生变形,使上下台面的平行度和导向精度很难保证,整体刚性较差。这种变形对超高压模具的寿命有直接影响。当压机吨位超过25MN后,上述的缺点表现得更突出。
(2)叠板框架式结构
这种压机机架是用多层钢板校平加工后叠合而成,板与板之间用销柱联接或焊接成一体。机架结构简单、加工容易,但整体尺寸较大,也不容易形成整体预应力机架,因而工作时变形大、刚性差。
(3)三柱式结构
这种压机机架的三根立柱是以等分圆周彼此成120°布置,立柱由两部分组成,外边为支柱中间为拉柱。支柱位于上下梁之间,拉柱穿过上下梁与支柱,用预紧螺母将上下梁及支柱紧紧地固定在一起,构成一预应力机架。在工作载荷下,支柱始终为压应力状态,承受弯矩及轴向压力,而拉柱为拉应力状态,只承受纯拉力。这种预应力机架,在循环载荷作用下,应力波动幅度很小,抗疲劳能力大。特别是压机的三根柱子轴对称分布在以载荷为中心的圆周上,受载后上下梁和工作台的变形与超高压模具的变形相吻合。这种变形特点,利于提高模具寿命。该结构加工工艺较简单,容易制造。缺点是机架重量大,加工及热预紧的技术要求比较严格。
通过对以上三种压机结构型式的比较及人造金刚石合成生产工艺对压机的要求,不难看出,以预应力三柱式结构作大型两面顶金刚石油压机的机型为最佳。其次是预应力钢丝缠绕式结构。这两种结构的特点,从工作性能、整体刚度、运动精度、抗疲劳性、加工工艺性、综合造价等技术经济指标方面比较,都优于叠板框架式结构。而预应力三柱式结构除了比钢丝缠绕式结构重些外,其他都胜过缠绕式。特别是其上下横梁在负荷下的变形为空间轴对称状态,与它贴合的模具变形相吻合,有利于提高模具的使用寿命。
再从压机吨位利用率来看,根据有关资料和国内外使用压机情况表明,钢丝缠绕结构压机的吨位利用率仅50%,叠板式结构压机还要低,而三柱式结构压机能达到70%~85%。压机的整体刚度对模具寿命有很大影响,为了提高硬质合金模具的使用寿命、降低金刚石生产成本,选用压机整体刚度高的机型具有重要意义。预应力三柱式压机在整体刚度上,以相同压机吨位来比较都优于其他两种结构型式的整体刚度。
由以上分析得知,预应力三柱式结构是大型两面顶金刚石油压机机型的最佳选择。
2 影响压机结构尺寸及减振性能的主要参数研究
众所周知,金刚石油压机是在高度集中载荷下工作的,要求压机结构尺寸紧凑、减振性能好,以利提高设备整体刚度及模具的使用寿命。
2.1 工作液体压力对金刚石油压机结构尺寸的影响
主机结构型式选定后,压机工作缸液体压力对压机的整体结构尺寸是有直接影响的。当压机的吨位PH确定后,工作缸的内外径d、D与所选的工作液体单位压力p有关。一般情况下,当p选择得越低,则d、D值越大,致使压机结构、重量增大。反之,提高p可减小d、D值,达到使压机结构尺寸紧凑、重量减轻的目的,但有时不能如愿。工作缸的外径D、内径d与工作液压p有如下关系:
式中:PH——压机总压力;
p——工作液体压力;
D——缸外径;
d——缸内径(或活塞外径);
[σ]——材料许用应力。
为了直观,可将式(1)及(2)作成如图2所示的曲线。
式(2)的适应条件:工作缸结构是以缸底为支承的结构,缸材料为塑性材料,采用第三强度理论而得出的公式。故它不适用于缸体以法兰支承结构的缸径计算。
从图2中可知,要想得到重量轻、结构紧凑的压机结构,在选择工作液压时必须选择图中的优化点Dz、dz、pz所对应的值来作压机主要参数值。
pz=0.25[σ] (5)
式中:dz——最佳的工作缸内径;
Dz——最佳的工作缸外径;
pz——最佳的工作液体压力。
2.2 压机的工作行程及工作液体压力对压机减振性能的影响
提高金刚石油压机的减振性能,至关重要。从金刚石合成生产中得知,由于某种原因有时会产生模具内部爆炸,此时压机会突然失荷。压机工作缸中的液压能量迅速释放出来,使金刚石压机产生强烈的振动,还导致合成模具的上下顶锤与压缸之间产生强烈的冲击,加重了模具的损坏。这种损坏的程度与压机在失荷下释放的能量大小有关。释放能量越多,破坏程度就越严重。
理论研究表明,工作缸液体所释放的能量与液体单位压力p的平方成正比,与压机行程(工作缸液柱高)H成正比。
式中:E——工作液体释放的能量;
F0——缸内截面积;
K——液体弹性系数;
H——缸液柱高度(压机工作行程)。
由此可知,在设计中选用压机行程H和工作液体压力p时,要尽量选取压机工作行程小、工作液压低的参数值,以提高压机的减振性能。
3 结束语
本文通过对大型金刚石油压机结构型式的比较及对影响压机结构尺寸和减振性能的主要参数的研究,指出了:①在选择和设计金刚石设备时,应按照压机总吨位的要求,合理选择压机的机型结构,以适应用两面顶方式合成金刚石新工艺的要求。②合理选择工作液体压力和减小压机工作行程(工作缸液柱高度),对提高压机的减振性能及压机整体刚性具有重要意义。
金刚石油压机结构的设计在很多方面不同于一般的油压机,在设计时应充分注意其特点。我们按照本文所提到的设计思想和方法,于1993年成功地研制出了我国第一台大型两面顶60MN金刚石油压机。经过有关单位的全面检测,各项指标均达到了设计要求,设备的力值精度为0.4%。而代表金刚石生产先进水平的日本、德国及瑞典等国家,目前的人造金刚石设备力值精度保持在±0.5%~1%的水平上。同时,在该设备上用65腔体模具成功地合成出了优质粗颗粒、高档次的人造金刚石。实践证明,设备工作平稳,压机减振性能好,整体刚性大,结构紧凑,选型合理,参数先进。其结构设计突出了金刚石专用设备的特点。单产比同吨位的六面顶式压机高4倍。
六面顶压机
下一页
下一页